
MỘT SỐ VẤN ĐỀ VỀ CỌC ỐNG BÊ TÔNG CỐT THÉP ỨNG SUẤT TRƯỚC TRONG THỰC TẾ ÁP DỤNG Ở VIỆT NAM
MIỄN PHÍ

CAM KẾT TỪ NGƯỜI BÁN
Hình ảnh đúng với file bản vẽ
Cam kết bản vẽ giống 100% như hình ảnh
Mô tả
MỘT SỐ VẤN ĐỀ VỀ CỌC ỐNG BÊ TÔNG CỐT THÉP ỨNG SUẤT TRƯỚC TRONG THỰC TẾ ÁP DỤNG Ở VIỆT NAM
+ Tham gia nhóm Zalo chia sẻ tài liệu
+ Zalo hỗ trợ 0912.07.64.66 bạn cần tìm tài liệu gì nhắn tin zalo này
+ Xem thêm: Các tài liệu về kỹ thuật thi công
MỘT SỐ VẤN ĐỀ VỀ CỌC ỐNG BÊ TÔNG CỐT THÉP ỨNG SUẤT TRƯỚC TRONG THỰC TẾ ÁP DỤNG Ở VIỆT NAM
Từ khóa: kết cấu, etabs, plaxis, revit

Phí tải tài liệu: 50.000đ
Bước 1: Chuyển khoản phí tải vào stk dưới và gửi hình ảnh sau chuyển khoản vào Zalo 0912.07.64.66 để xác nhận.

Bước 2: Copy link tài liệu này trên thanh địa chỉ gửi vào Zalo 0912.07.64.66 để nhận tài liệu.
Cách khác: Đăng kí tài khoản VIP tải miễn phí 1 năm và vào group nhận tài liệu mới mỗi ngày là 500K qua Zalo 0912.07.64.66.
Ghi chú: Tài liệu chỉ mang tính chất tham khảo và nghiên cứu. Mình xin chút phí để duy trì việc chia sẻ tài liệu thường xuyên. Bạn thông cảm nếu việc này làm bạn khó chịu.
Bước 1: Chuyển khoản phí tải vào stk dưới và gửi hình ảnh sau chuyển khoản vào Zalo 0912.07.64.66 để xác nhận.
Bước 2: Copy link tài liệu này trên thanh địa chỉ gửi vào Zalo 0912.07.64.66 để nhận tài liệu.
Cách khác: Đăng kí tài khoản VIP tải miễn phí 1 năm và vào group nhận tài liệu mới mỗi ngày là 500K qua Zalo 0912.07.64.66.
Ghi chú: Tài liệu chỉ mang tính chất tham khảo và nghiên cứu. Mình xin chút phí để duy trì việc chia sẻ tài liệu thường xuyên. Bạn thông cảm nếu việc này làm bạn khó chịu.
Danh sách khóa học hay mà bạn nên tham gia:
| STT | Danh sách khóa học | Link khóa học |
|---|---|---|
| 1 | Full Kho tài liệu xây dựng 30GB | CHI TIẾT TÀI LIỆU |
| 2 | Thư viện Sketchup khổng lồ 900 Gb | CHI TIẾT TÀI LIỆU |
| 3 | Combo 4 khóa học Sketchup cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 4 | Commbo tài liệu học 80 khóa học REVIT - TELKA - ETAP - SAP - BIM ... | CHI TIẾT TÀI LIỆU |
| 5 | Combo khóa học Autocad cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 6 | Combo 15 khóa học Revit từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 7 | Combo 7 khóa học Photoshop thực chiến từ nền tảng đến chuyên sâu | CHI TIẾT TÀI LIỆU |
| 8 | Combo 8 khóa học tinh học văn phòng từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 9 | Khóa học Etabs - Safe | CHI TIẾT TÀI LIỆU |
| 10 | Khóa học họa viên kiến trúc | CHI TIẾT TÀI LIỆU |
| 11 | Tổng hợp mẫu nhà đẹp năm 2025 | CHI TIẾT TÀI LIỆU |
| 12 | Phần mềm Lập và Quản lý hồ sơ chất lượng AZHOME | CHI TIẾT TÀI LIỆU |
| 13 | Phần mềm Lisp Hỗ trợ thiết kế đường | CHI TIẾT TÀI LIỆU |
| 14 | Phần mềm tiện ích XDAddins Excel PRO | CHI TIẾT TÀI LIỆU |
| 15 | Combo 7 khóa học dự toán – dự thầu – thanh quyết toán giá 199K | CHI TIẾT TÀI LIỆU |
| 16 | Full 9 khóa học thiết kế xây dựng dân dụng – Giá 199K | CHI TIẾT TÀI LIỆU |
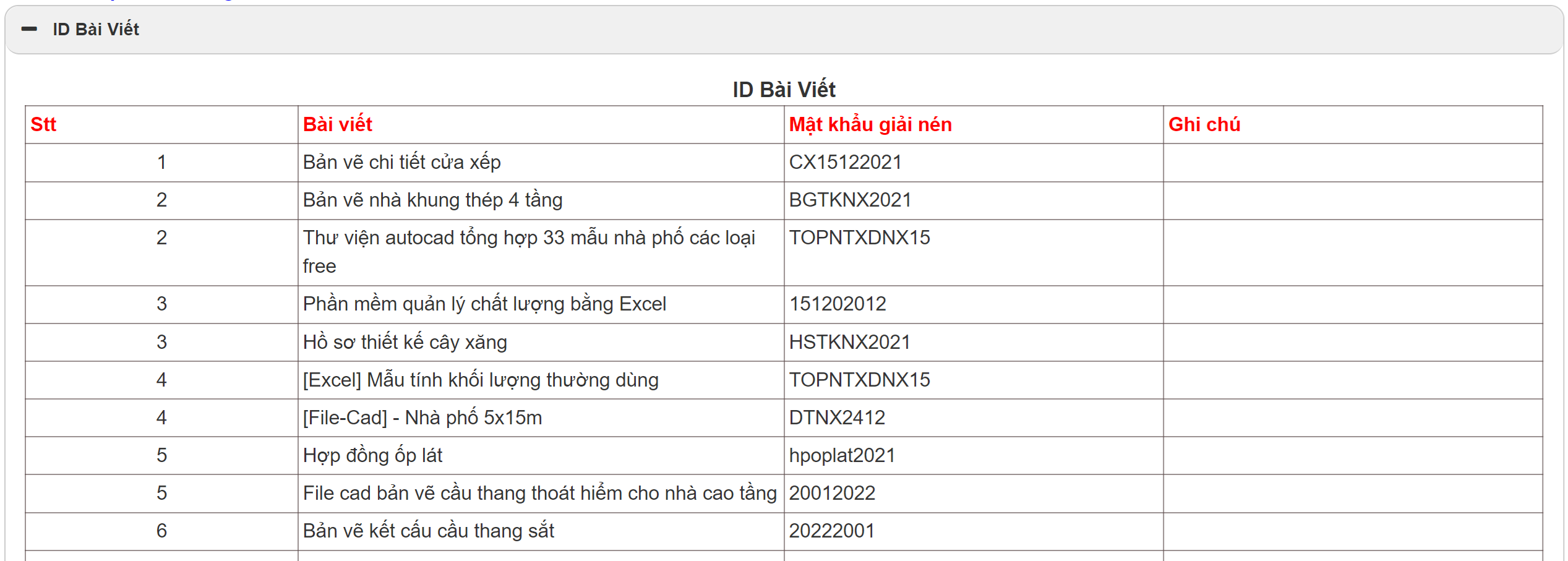
???? Lấy mật khẩu tài liệu
Bạn có 5 giây để xem mật khẩu kể từ lúc bấm nút.

HƯỚNG DẪN TẢI BÀI VIẾTTẢI TÀI LIỆU NGAYTHƯ VIỆN XÂY DỰNG 30GBKHO BIỆN PHÁP THI CÔNG999 MẪU NHÀ ĐẸP TỔNG HỢP
| STT | Danh sách khóa học | Link khóa học |
|---|---|---|
| 1 | Full Kho tài liệu xây dựng 30GB | CHI TIẾT TÀI LIỆU |
| 2 | Thư viện Sketchup khổng lồ 900 Gb | CHI TIẾT TÀI LIỆU |
| 3 | Combo 4 khóa học Sketchup cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 4 | Commbo tài liệu học 80 khóa học REVIT - TELKA - ETAP - SAP - BIM ... | CHI TIẾT TÀI LIỆU |
| 5 | Combo khóa học Autocad cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 6 | Combo 15 khóa học Revit từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 7 | Combo 7 khóa học Photoshop thực chiến từ nền tảng đến chuyên sâu | CHI TIẾT TÀI LIỆU |
| 8 | Combo 8 khóa học tinh học văn phòng từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 9 | Khóa học Etabs - Safe | CHI TIẾT TÀI LIỆU |
| 10 | Khóa học họa viên kiến trúc | CHI TIẾT TÀI LIỆU |
| 11 | Tổng hợp mẫu nhà đẹp năm 2025 | CHI TIẾT TÀI LIỆU |
| 12 | Phần mềm Lập và Quản lý hồ sơ chất lượng AZHOME | CHI TIẾT TÀI LIỆU |
| 13 | Phần mềm Lisp Hỗ trợ thiết kế đường | CHI TIẾT TÀI LIỆU |
| 14 | Phần mềm tiện ích XDAddins Excel PRO | CHI TIẾT TÀI LIỆU |
| 14 | Combo 7 khóa học dự toán – dự thầu – thanh quyết toán giá 199K | CHI TIẾT TÀI LIỆU |
| 14 | Full 9 khóa học thiết kế xây dựng dân dụng – Giá 199K | CHI TIẾT TÀI LIỆU |
Bạn không biết Tải Tài Liệu như thế nào ? ???? Xem Cách Tải ????

Sản phẩm tương tự
MIỄN PHÍ
MIỄN PHÍ