
Dự toán Bể phốt và bể nước ngầm
MIỄN PHÍ

CAM KẾT TỪ NGƯỜI BÁN
Hình ảnh đúng với file bản vẽ
Cam kết bản vẽ giống 100% như hình ảnh
Mô tả
Download Dự toán Bể phốt và bể nước ngầm
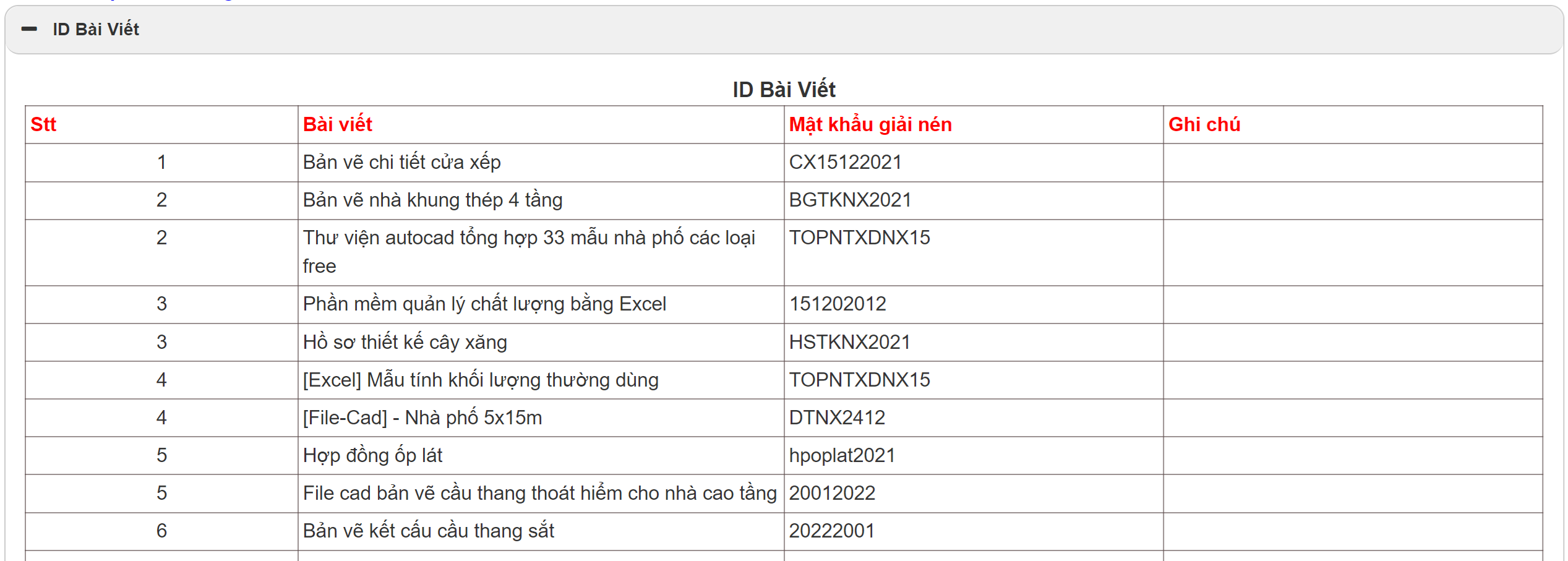
Password giải nén nằm ở cuối phần mô tả.
Câu hỏi giải nén: tay quay giàn phơi hòa phát
Mật khẩu: xxxxx (5 - 7 ký tự số). Xem hướng dẫn tải Tại đây
Danh sách khóa học hay mà bạn nên tham gia:
| STT | Danh sách khóa học | Link khóa học |
|---|---|---|
| 1 | Full Kho tài liệu xây dựng 30GB | CHI TIẾT TÀI LIỆU |
| 2 | Thư viện Sketchup khổng lồ 900 Gb | CHI TIẾT TÀI LIỆU |
| 3 | Combo 4 khóa học Sketchup cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 4 | Commbo tài liệu học 80 khóa học REVIT - TELKA - ETAP - SAP - BIM ... | CHI TIẾT TÀI LIỆU |
| 5 | Combo khóa học Autocad cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 6 | Combo 15 khóa học Revit từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 7 | Combo 7 khóa học Photoshop thực chiến từ nền tảng đến chuyên sâu | CHI TIẾT TÀI LIỆU |
| 8 | Combo 8 khóa học tinh học văn phòng từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 9 | Khóa học Etabs - Safe | CHI TIẾT TÀI LIỆU |
| 10 | Khóa học họa viên kiến trúc | CHI TIẾT TÀI LIỆU |
| 11 | Tổng hợp mẫu nhà đẹp năm 2025 | CHI TIẾT TÀI LIỆU |
| 12 | Phần mềm Lập và Quản lý hồ sơ chất lượng AZHOME | CHI TIẾT TÀI LIỆU |
| 13 | Phần mềm Lisp Hỗ trợ thiết kế đường | CHI TIẾT TÀI LIỆU |
| 14 | Phần mềm tiện ích XDAddins Excel PRO | CHI TIẾT TÀI LIỆU |
| 15 | Combo 7 khóa học dự toán – dự thầu – thanh quyết toán giá 199K | CHI TIẾT TÀI LIỆU |
| 16 | Full 9 khóa học thiết kế xây dựng dân dụng – Giá 199K | CHI TIẾT TÀI LIỆU |
???? Lấy mật khẩu tài liệu
Bạn có 5 giây để xem mật khẩu kể từ lúc bấm nút.
HƯỚNG DẪN TẢI BÀI VIẾTTẢI TÀI LIỆU NGAYTHƯ VIỆN XÂY DỰNG 30GBKHO BIỆN PHÁP THI CÔNG999 MẪU NHÀ ĐẸP TỔNG HỢP
| STT | Danh sách khóa học | Link khóa học |
|---|---|---|
| 1 | Full Kho tài liệu xây dựng 30GB | CHI TIẾT TÀI LIỆU |
| 2 | Thư viện Sketchup khổng lồ 900 Gb | CHI TIẾT TÀI LIỆU |
| 3 | Combo 4 khóa học Sketchup cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 4 | Commbo tài liệu học 80 khóa học REVIT - TELKA - ETAP - SAP - BIM ... | CHI TIẾT TÀI LIỆU |
| 5 | Combo khóa học Autocad cơ bản và nâng cao | CHI TIẾT TÀI LIỆU |
| 6 | Combo 15 khóa học Revit từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 7 | Combo 7 khóa học Photoshop thực chiến từ nền tảng đến chuyên sâu | CHI TIẾT TÀI LIỆU |
| 8 | Combo 8 khóa học tinh học văn phòng từ cơ bản đến nâng cao | CHI TIẾT TÀI LIỆU |
| 9 | Khóa học Etabs - Safe | CHI TIẾT TÀI LIỆU |
| 10 | Khóa học họa viên kiến trúc | CHI TIẾT TÀI LIỆU |
| 11 | Tổng hợp mẫu nhà đẹp năm 2025 | CHI TIẾT TÀI LIỆU |
| 12 | Phần mềm Lập và Quản lý hồ sơ chất lượng AZHOME | CHI TIẾT TÀI LIỆU |
| 13 | Phần mềm Lisp Hỗ trợ thiết kế đường | CHI TIẾT TÀI LIỆU |
| 14 | Phần mềm tiện ích XDAddins Excel PRO | CHI TIẾT TÀI LIỆU |
| 14 | Combo 7 khóa học dự toán – dự thầu – thanh quyết toán giá 199K | CHI TIẾT TÀI LIỆU |
| 14 | Full 9 khóa học thiết kế xây dựng dân dụng – Giá 199K | CHI TIẾT TÀI LIỆU |
Bạn không biết Tải Tài Liệu như thế nào ? ???? Xem Cách Tải ????

Sản phẩm tương tự

MIỄN PHÍ

MIỄN PHÍ

MIỄN PHÍ

MIỄN PHÍ